Shear-Angle Models for Oblique Metal Cutting






Requires a Wolfram Notebook System
Interact on desktop, mobile and cloud with the free Wolfram Player or other Wolfram Language products.
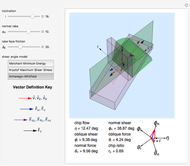
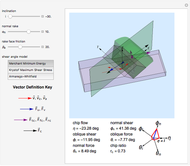
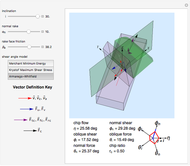
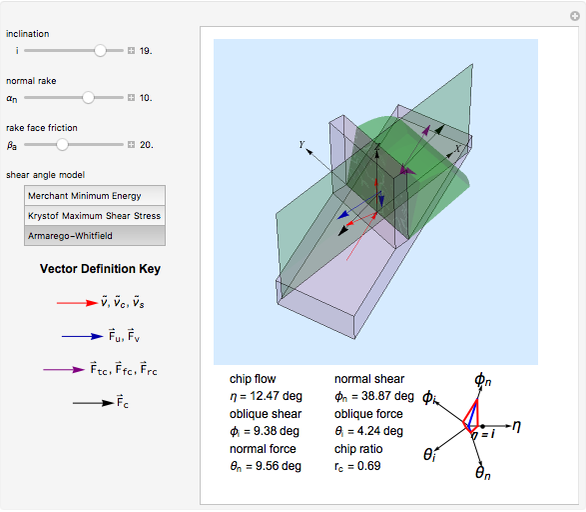
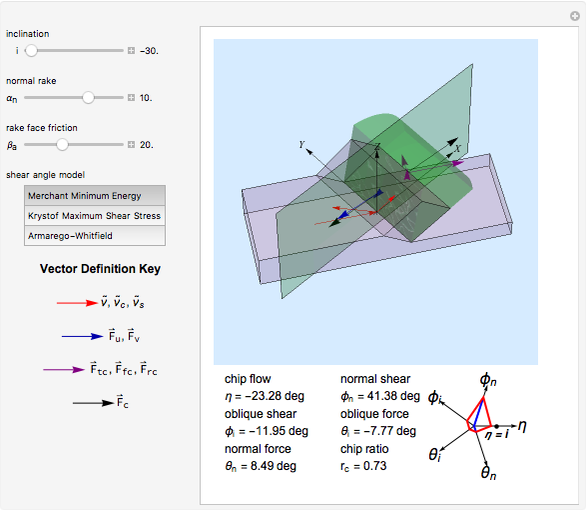
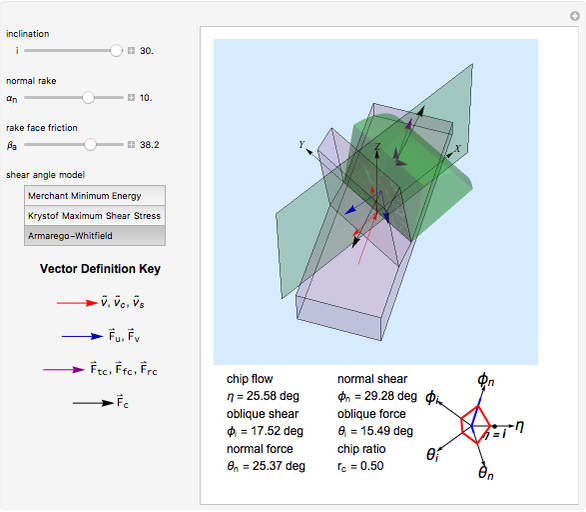
This Demonstration illustrates three shear-angle models for oblique metal cutting: Merchant's minimum energy, Krystof's maximum shear stress, and the Armarego–Whitfield model. The equations can be found in [1].
Contributed by: Raja Kountanya (March 2014)
Open content licensed under CC BY-NC-SA
Snapshots
Details
Permanent Citation
"Shear-Angle Models for Oblique Metal Cutting"
http://demonstrations.wolfram.com/ShearAngleModelsForObliqueMetalCutting/
Wolfram Demonstrations Project
Published: March 28 2014
 Elasticity of Shear
Elasticity of Shear
Enrique Zeleny Elastic Recovery after Plastic Deformation of Metals
Elastic Recovery after Plastic Deformation of Metals
Ivy Huang Deep Drawing of Metals
Deep Drawing of Metals
Sándor Kabai Ropes as Nested Helices
Ropes as Nested Helices
Erik Mahieu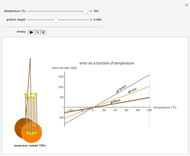 Gridiron Pendulum
Gridiron Pendulum
Aaron Becker A Sliding Element in Rheological Models
A Sliding Element in Rheological Models
Mark D. Normand and Micha Peleg A Contact Element in Rheological Models
A Contact Element in Rheological Models
Mark D. Normand and Micha Peleg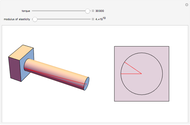 Angle of Torsion in the Elastic Range
Angle of Torsion in the Elastic Range
Osman Tuna Gökgöz Yield under a Rigid Toroidal Indenter
Yield under a Rigid Toroidal Indenter
Raja Kountanya Estimating Cohesion and Tensile Strength of Compacted Powders
Estimating Cohesion and Tensile Strength of Compacted Powders
Mark D. Normand and Micha Peleg
-
Yield under a Rigid Toroidal Indenter
Raja Kountanya -
 Shear-Angle Models for Oblique Metal Cutting
Shear-Angle Models for Oblique Metal Cutting
Raja Kountanya -
 Ray Tracing for Points in a Polygon
Ray Tracing for Points in a Polygon
Raja Kountanya -
 Boundary and Hole Detection
Boundary and Hole Detection
Raja Kountanya -
 Component Identification and Boundary Delineation
Component Identification and Boundary Delineation
Raja Kountanya -
 Using Eigenvalue Analysis to Rotate in 3D
Using Eigenvalue Analysis to Rotate in 3D
Raja Kountanya -
 Chatter Stability with Orthogonal Rotation
Chatter Stability with Orthogonal Rotation
Raja Kountanya -
 Boundary Value Problems for Cone Geodesics
Boundary Value Problems for Cone Geodesics
Raja Kountanya